Fräsning möjliggör exakt utskärning av valfria former från olika material och ger en slät, matt yta på skäreggen. För klar plexiglas är det möjligt att använda diamantfräsning, vilket ger kanterna en spegelliknande klarhet. Fräsning är ett utmärkt val för projekt som kräver hög precision och estetisk finish.
Laserteknologi möjliggör snabb och exakt utskärning av former från många typer av material. Laserskärningsprocessen smälter kanterna, vilket ger en transparent och glansig effekt. Även om ytan på kanten inte är helt plan, ger de subtila ojämnheterna en karakteristisk visuell effekt.
Plotterskärning används främst för material som självhäftande folier eller tunna kartonger. Det möjliggör exakt utskärning av både enkla och komplexa former på kort tid. Det är en idealisk metod för projekt som kräver hög repeterbarhet och låga produktionskostnader.
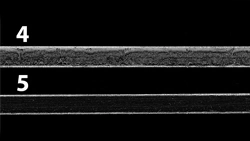
Traditionell giljotinskärning ger en enkel och ekonomisk metod för bearbetning. På skäreggarna kan det finnas små märken och tryck som enkelt kan tas bort med sandpapper. Möjligheten att välja kantutjämning ger en estetisk finish.
Sammanfattning:
Varje skärteknologi har sina unika egenskaper som kan anpassas till projektets specifika krav. Tack vare breda teknologiska möjligheter kan vi säkerställa exakt och estetisk bearbetning av valfritt material, vilket uppfyller även de mest krävande kundförväntningarna.
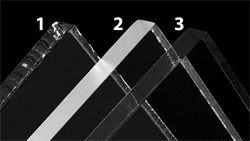
1. Skärning - CO2-laser
2. Fräsning av plexi
3. Polering av kanter med diamantfräs
4. Skärning av TuBond med giljotin
5. Fräsning av Tu-bond
Den industriella portalplottern Kimla 1326 är en modern enhet för precisionsbearbetning av olika material genom fräsning, knivskärning och bigning.
Element som skärs på fräsmaskinen har skarpa kanter och rester av materialets ytskikt. Avfasning av kanterna och borttagning av rester ligger på beställarens ansvar - vi rekommenderar användning av sandpapper med kornstorlek 150-200.
Fräsmaskinen Kimla 1326 säkerställer precis och mångsidig bearbetning av olika material, vilket gör den till en idealisk lösning för reklam-, industri- och förpackningsproduktion.
Processen för polering av kanter med en fräs med monokristallint diamantblad på Kimla-maskinen gäller för klar plexiglas och innebär användning av ett speciellt diamantverktyg för att uppnå släta, transparenta kanter efter fräsning.
Diamantpolering är en effektiv metod, särskilt för högkvalitativa plexiglasdelar som används i reklam och utställningar, där perfekt finish och detaljestetik är viktiga.
Bockning av kompositmaterial som Tu-Bond (DiBond) utförs genom att skära en V-spår med en konisk fräs. Denna process möjliggör exakt bockning av panelen utan att skada de yttre aluminiumlagren, vilket garanterar en estetisk och hållbar finish.

Bockning av Tu-Bond-kanten används också i kalkylatorn för skyltar och tecken. Detta syftar till att styva upp frontytan och omvandla den plana panelen till en rumslig struktur. Denna process ökar skyltens hållbarhet och förbättrar dess estetik, vilket eliminerar behovet av ytterligare ramar eller förstärkningar.
Genom att använda en konisk fräs möjliggör fräsmaskinen Kimla exakt och repeterbar bockning av Tu-Bond (DiBond), vilket gör den till en idealisk lösning för reklam-, bygg- och industribranschen.
Bigning/falsning är en process som möjliggör estetisk och exakt vikning av tryckta material.
Vid bigning, perforering eller falsning av icke-standardiserade projekt (inte definierade i mallar) bör du:
Perforering är en bokbinderiprocess som innebär att göra en serie små skär längs en linje, vilket möjliggör enkel avskiljning av delar av ett papper. Tack vare denna lösning kan du enkelt separera delar av materialet, som kuponger, formulär eller biljetter, utan att använda sax eller skärverktyg.
Häftning är en bokbinderimetod där pappersark viks och häftas med metallklamrar längs ryggen. Denna metod för att binda sidor är hållbar och estetisk, och möjliggör enkel öppning av broschyren. Häftning är idealiskt för tunna broschyrer, informationsblad, anteckningsböcker, häften.