Vid tryck av användningar med valfria former är utfall 3 mm på varje sida. Grafikområdet måste sträcka sig utanför skärlinjen.
Element som skärs ut inuti användningen måste vara minst 5 mm från den yttre skärlinjen.
Passningen av tryck och skärkanter kan variera med ±1,5 mm.
Filen med skärnätet bör bifogas filen med trycket som sista sidan i en flersidig fil. Om filer skickas separat måste deras namn tydligt identifiera innehållet.
Projekt för stansning (skär- och bigningslinjer) måste passa inom en rektangel med maximala mått 300x470 mm.
Utfallet kan sträcka sig utanför detta område.
Minsta nödvändiga utfall är 2 mm på varje sida.
Projektet måste innehålla:
Passningen av tryck och skärkanter kan variera med ±1,5 mm.
Fräsning möjliggör exakt utskärning av valfria former i ett brett utbud av styva material (från tryck i stort format).
Skärning och skärning utförs beroende på det bearbetade materialet med två teknologier: kniv eller fräs. För att uppnå ett exakt resultat bör du beakta bearbetningens specifika egenskaper för det aktuella underlaget och använda lämpliga markeringar i produktionsfilen.
| Material | Skärteknologi | Minimal radie för avrundningar (R) | Inre toppar | Yttre toppar |
|---|---|---|---|---|
| PCV 2-3 mm | Kniv | 6 mm | Tillåtna | Tillåtna |
| Kappa 5 mm | Kniv | 10 mm | Tillåtna | Tillåtna |
| Kappa 10 mm | Kniv | 15 mm | Tillåtna | Tillåtna |
| Tusand 10 mm | Kniv | 15 mm | Tillåtna | Tillåtna |
| Övriga | Fräs | 4 mm | Otillåtna | Tillåtna |
Obs: Förberedelse av skärlinjer som inte följer ovanstående rekommendationer kan resultera i ojämna kanter.
Filen med skär-/fräsnätet bör bifogas filen med trycket som sista sidan i en flersidig fil. Om filer skickas separat måste deras namn tydligt identifiera innehållet.
Skärning med CO2-laser möjliggör exakt utskärning och gravering i ett brett utbud av material inom ett begränsat arbetsområde.
Filen med skärnätet bör bifogas filen med trycket som sista sidan i en flersidig fil. Om filer skickas separat måste deras namn tydligt identifiera innehållet.
Filformat
Skärning av rektangulära användningar till mått utförs med två metoder: manuell knivtrimmer eller cirkelsåg med fina tänder.
Detta verktyg liknar ett stort knivgiljotinsystem. Det fungerar genom ett glidande blad som skär materialet med en enda, jämn rörelse. Det används främst för exakt beskärning av tunna material, såsom papper, folie, tunn kartong eller plast.
Detta skärverktyg är utrustat med en skiva med många fina tänder. Det används främst för att skära tjockare material, såsom kompositplattor, tjockare kartong eller material med större styvhet.
Båda metoderna lämnar synliga spår på sidokanterna.
Om du vill ha perfekt släta kanter, välj diamantfräsning, som ger högsta precision och släthet i finishen.
Vid bigning, perforering eller falsning av icke-standardiserade projekt (ej definierade i mallar) bör du:
Olaminerat papper med en vikt på 250-350 g/m² kan spricka vid bigningslinjer. Effekten är särskilt synlig på mörka färger. För att undvika detta rekommenderar vi laminering.
Borrning av hål är en bokbinderiprocess där hål med en viss diameter görs i tryckta material. Denna tjänst är särskilt användbar för projekt som kalendrar, hängare, etiketter, katalogkort för mappar eller andra material som kräver bindning eller upphängning.
För att mäta längden på en kurva bör du ladda ner vårt tillägg för CoreldDRAW™:
Ladda ner filen: DDCorelMacro.gms
Tillägget fungerar i alla versioner av Corel från och med CorelDRAW™ 10 och framåt.
För att lägga till modulen i programmet bör du kopiera den till mappen ..\Draw\GMS som finns i mappen där CorelDraw™ är installerat. Vid typiska inställningar bör det vara: "C:\Program Files\Corel\Corel Graphics 12\Draw\GMS"
I CorelDraw X8-programmet bör filen laddas upp till "C:\Users\{användarnamn}\AppData\Roaming\Corel\CorelDRAW Graphics Suite X8\Draw\GMS".
Mappnamnen kan variera beroende på Corel-version och operativsystem.
Därefter startar vi CorelDRAW™ och väljer från menyn Verktyg -> Anpassning. Ett fönster med "Alternativ" bör visas på skärmen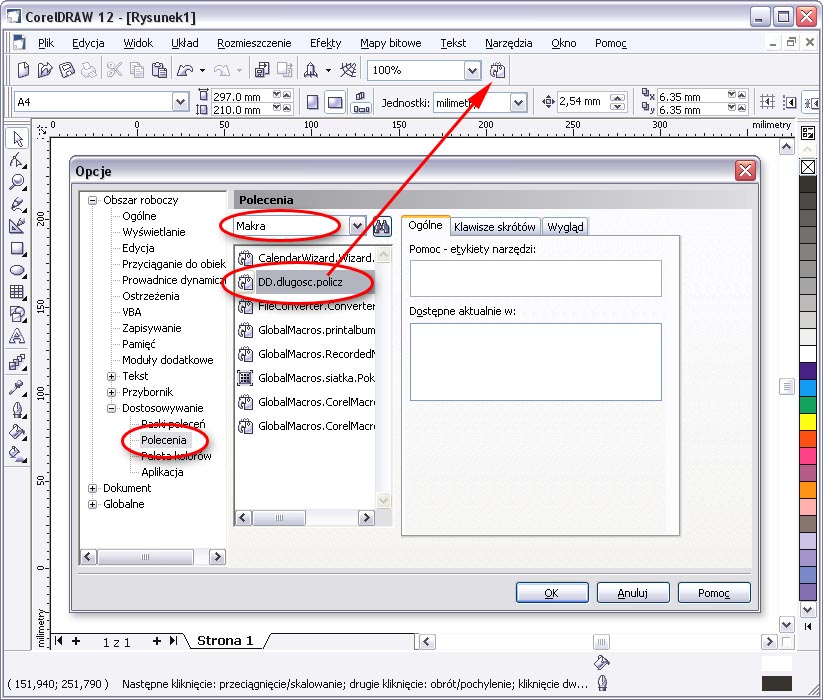
Enligt de markerade fälten på bilden ovan väljer vi från listan över alternativ Kommandon, sedan från rullgardinsmenyn väljer vi Makron. På listan över tillgängliga moduler hittar vi makrot DD.dlugosc.policz. För att lägga till en knapp med vårt makro till listan över knappar bör du "dra med musen" det valda makrot till knapplisten och släppa det där. (röd pil på bilden)
För att beräkna längden på skärlinjen bör du markera alla skurna former och klicka på den nyligen tillagda knappen.
Om du inte har rätt version av Corel kan längden mätas med valfritt program som har funktioner för att mäta kurvlängd. Längden bör anges i millimeter.
Om du saknar lämplig programvara kan du skriva ut skärlinjerna i en känd skala på valfri skrivare och mäta linjens längd manuellt med en linjal, passare eller tråd, och sedan multiplicera med den kända skalafaktorn. Det ungefärliga värdet bör anges i kalkylatorn, och vår medarbetare kommer att korrigera det efter att ha kontrollerat längden i programmet.